
Paxman's World War II Production
The following account of the Company's contribution to the war effort during the Second World War was apparently written in 1945, after the defeat of Germany but before the defeat of Japan in August that year (see last paragraph). Being very detailed and written so soon after the war, it is probably one of the most comprehensive and accurate sources for information about the Company's output during World War II.
The article is interesting because, in addition to describing oil engine production, it covers in some detail the Company's manufacture of steam and hot water boilers, of Chemical Engineering plant, and a miscellany of defence items. As explained elsewhere on this website, boilers played an important part in the Company's early history, and indeed were made at the Colchester Works until 1969. On the Chemical Engineering side, Paxman continued to make rotary vacuum filters until this part of the business was transferred to Brackett of Colchester in April 1989.
ACHIEVEMENT IN PRODUCTION
A Story of Record Planned Production
in World War II by DAVEY PAXMAN who
Powered our Landing Craft and Submarines.
You would not normally associate Colchester with marine engineering. It is a pleasant, peaceful town, yet the engines for well over half the British submarines built up to the end of the German war were constructed there. Colchester was responsible for the machinery of almost all of our big landing craft programme; it built thousands of mines - sea and aerial - and played a vital part in counteracting the flying bomb menace. In fact if we want to make contrasts we can run the gamut of engineering effort from submarine engines to sprockets for final wheel drive in tanks; from radar generators to rotary vacuum filters; from smoke making apparatus to sea forts' power plant. Well over one and a quarter million horsepower of diesel engines alone passed through Colchester's production lines up to the end of hostilities in Europe and over half a million horsepower of Colchester designed engines were built elsewhere. The yearly volume of engines despatched was estimated at nearly 10 times that of 1939 and many other records might be cited.
Some towns are self-confessed manufacturing centres and measure their war-time output by the number and complexity of their factories. As far as heavy engineering is concerned Colchester is almost a "one man band". Its production is centred round the firm of Davey Paxman & Co Ltd. It is the object of this article to tell in brief the story of their war effort, pointing out the widespread nature of their activities, some of which may not be so well known as others. The marine engineer, for example, does not normally associate the firm with chemical engineering: nor is it always appreciated that a complete range of distinct types of steam boilers was manufactured in war as in peace. The student of engineering history will like to think of this as a logical follow-up from the days when they constructed steam plant of many kinds at Colchester. Records show that a 50 hp. marine boiler was built in 1877, while, in their own words - in June 1897 - the firm had "acquired a world wide reputation as manufacturers of engines and boilers for electric light installations and mining machinery; portable and semi-portable engines, semi-fixed and fixed engines: vertical engines and boilers, simple and compound: winding and hauling engines." High speed single-acting steam engines on the Peache patent were in production in 1904-5 … and high speed in prime movers seems always to have attracted the firm - if immediate pre-war and war-time diesel developments are any criterion. Four years later Paxman-Lentz horizontal compound engines were under construction, after which, in common with other similar firms, Davey Paxman joined the movement towards the gas engine complete with suction gas plant: a development which naturally paved the way for the introduction of the diesel engine for land and marine purposes in 1926. So vigorously has this latter been handled by the present management that many far-seeing engineers, viewing Paxman activities during the war, have voiced the opinion that the Paxman designed engine - one of the very few high speed British marine diesels - is bound to have a big effect on the evolution of post-war ship powering.
The Davey Paxman 'home' is the Standard Ironworks at Colchester. It has been in existence since 1865 when Henry Davey, James N Paxman and Charles M Davey commenced business under the title of Davey, Paxman & Davey, for the production of agricultural machinery, boilers for locomotive and portable engines, and for the building of stationary and portable steam engines. In 1878 the Messrs Davey retired from the business, and James Paxman took his son, William Paxman, into partnership with him and continued trading under the name of Davey, Paxman & Company. In 1898 the Company was formed into a limited liability concern. In 1920 it became associated with Agricultural & General Engineers Ltd, but was reformed as an independent Company again in 1932 and in 1940 an association was made with Ruston & Hornsby Ltd, the well known engineers of Lincoln.
This is all, however, by the way of introduction to the diagram and to Table I, a Family Tree which sets out concisely the whole of Paxman's war activities. This cold print can never do justice to the Battle of Production under all the conditions of black-out, with over 1000 air raid warnings, enemy planes being shot down in the works' vicinity, with manpower difficulties, and enormous, insatiable demands from the production ministries to contend with. Nor was this all: a derelict factory formerly known as the Britannia works, taken over and reconditioned for the Ministry of Supply in 1941 for the production, under the firm's management, of a Paxman engine, was actually burned out by incendiary bombs in February 1944. In five months it was re-built and re-opened for production. Yet during the re-construction period, production went on unceasingly.
Towards the end of the German war the Colchester firm employed over 2,000 persons in the Britannia and Standard Works. The tremendous war-time growth in productivity called for substantial increase in factory space and certain re-arrangement of facilities. While the 1939 layout of the Standard Works was perfectly capable of dealing with about 150 engines per annum, the 1945 total of well over 1,000 engines in the same Works is obviously a different proposition. The reason for the birth and growth of the quantity production plant at the Britannia Works, the type of engine assembled and the "laundering" it carried out is dealt with later in the article; that plant could turn out between 30 and 40 engines of over 500 horsepower apiece every week. Even then so great was the war-time demand for Paxman engines that still more widespread arrangements had to be made not only for the production of component parts in which some 500 firms were engaged but, in addition, the British Renault Car Factory was pressed into service for building Paxman Diesels of which they alone turned out over 650,000 horsepower.
Output was improved not only by the increase of factory space, equipment and personnel but also by discontinuing the manufacture of certain types. This process of rationalisation will be carried further in the future by reducing the multiplicity of cylinders in which each cylinder size is built and employing supercharging to meet the powers formerly developed by the engines so eliminated. Table II is interesting in this connection showing what was done during the war and how it will be extended after.
The present vast and efficient production of Paxman engines should place the firm in an excellent position to handle post-war work, particularly in the Marine and Traction fields.
SECTION A - OIL ENGINES
If, then, it is for their oil engines that Messrs Davey Paxman are best known, the following are some outstanding facts. On the marine side they constructed mostly to their own design the propelling engines for over half the British submarines built during the war; for all the U and a number of the S class submarines, many of whose names have become household words because of their operational exploits … "Unruly", "Unrivalled", "Uproar", "Spiteful" and "Sturgeon" are cases in point. Of the total of submarine engines supplied to January 1945, some hundreds were for generators for Diesel electric drive. The remainder of about 1000 bhp output each were for direct propulsion.
Taking the vast landing craft programme into account, Davey Paxman were by far the biggest producers of main and auxiliary diesel engines for the Admiralty, though they occupied this position - as far as auxiliary engines were concerned - even before the war. Viewing United Nations' landing craft building as a whole the Davey Paxman engine was virtually the sole British representative among a large group of US opposite numbers. Propulsion units were built for every Diesel engined L.C.T. constructed in this country - no mean record. This included the Mark 3 and Mark 4 types as well as the converted L.C.T. 3 used as Flak and Rocket ships - L.C.T.(F) and L.C.T.(R) and as Gunboats L.C.Gs. Later in the war a special type of gunboat the L.C.G. (M) was built, also with Paxman engines for propulsion. These took part in the attack on the island of Walcheren, the success of which opened the port of Antwerp. A subsequent development was the employment of the engines for multiple geared drive in the larger L.C.T. Mark 8 built for the Japanese war.
A "break-down" of the various engines supplied for naval purposes also shows units of 1000 bhp for Motor Gun Boats (M.G.Bs.) which have done such excellent work with Coastal Forces. Included in the M.G.Bs. are the main engines for the ex-Turkish ships built by Messrs Camper & Nicholson at Southampton, which eventually were to earn undying fame for the British merchant marine and much reputation for their hull and machinery builders as the blockade runners of Gay Viking class. They maintained a service through the German blockade in the Skagerrak to the Swedish port of Lysekil in 1944, returning with valuable cargoes of special steels and ball bearings, at that time vital to the war effort.
Though officially merchant ships, the "Gay Vikings" are warships in design, and it is clear that the Davey Paxman contribution to ship propulsion has been concerned with very important types of war vessels. This should be an earnest of their potentiality to deal with fast special ships in times of peace. They had, as a matter of fact, already established a reputation in this connection with the Clyde passenger packets Lochfyne and Lochnevis (both diesel-electric) built in 1931 and 1934 and with the Lochiel of 1939 (diesel-mechanical). The novelty in the Lochiel lay in the machinery arrangement whereby remote control and "spring mounted" engines were employed for the first time with mechanical drive. The engines, mounted on springs, were coupled to the gear boxes through a carden shaft and flexible couplings: the thrust bearing being in the rigidly mounted gear box. This system proved very satisfactory and was employed with but small modification to the engine mounting in all of the L.C.Ts. In 1939 came the fast all-welded motor "yacht" Tarret of 2,000 hp, remarkable for her light draft and high speed, undoubtedly intended to show what the diesel engine is capable of in medium sized warships. She is regarded by many naval architects as a prototype for the sea-going diesel driven destroyer of tomorrow.
Other marine applications, mainly on the auxiliary side, have included hundreds of 30 kW, 40 kW, 50 kW, and 60 kW, generator sets for destroyers, corvettes, frigates, transport ferries, gunboats, minesweepers, L.C.G.(M)s, L.C.T.8s as well as more powerful generators up to 300 kW output for battleships and cruisers, depot ships, and aircraft carriers.
Four main types of engine have been in production during the war and used for the various duties mentioned above. They are classed as the RQ, the RW, the RX and RXS and the VRB and TP and further details are listed in Table II. The larger marine engines have been used for propulsion: the smaller in supplying auxiliary power. Before we examine the engines and their applications in detail a few of the more spectacular may be quoted here. The gallant feat of the tanker San Demetrio in bringing back a shipload of petrol in a hull so damaged as to be virtually untenable is one of the epics of the war at sea. It is interesting now to remember that vital auxiliary power was supplied by a Davey Paxman set. It is no exaggeration to say that if that set had proved unworkable, the ship would have been lost. In point of fact the engine was dismantled and in pieces when the ship was torpedoed. The first thing the crew did was to get it going - hand starting - then they had the much needed power. Another interesting story could be told around the searchlights on the Cossack which played a major part in Admiral Vian's daring dash to rescue prisoners from the German prison ship Altmark, which had taken refuge in Josing Fjord. Current for these came from a Paxman generator. This is confirmation of the confidence the Admiralty now places in the modern oil engine generator for auxiliary purposes. Davey Paxman auxiliaries were also in the famous Cunard White Star motor liner Georgic, which bombed and sunk in the East was salved, brought back to Belfast at over 15 knots under her own power … and lived to sail again, as a transport … a tribute to her builder's skill.
All the engines described are of well tried design. In fact the actual production of diesel engines of various types for delivery to the Admiralty was in train for some time before the outbreak of the War, so that approved types of engines were already established at the outbreak of hostilities. As many of them - particularly the smaller sizes - can be used in ships or ashore, they are dealt with under types produced to avoid segregating marine from land. As a further point of statistical interest a breakdown of the total number of non-Admiralty engines, land, marine and traction, turned out from the Standard Ironworks from September 1939 to the end of the German war, was almost 2,000 of about 140,000 brake horsepower.
THE RQ TYPE
Smallest of all was the RQ type made in only one size to give 44 bhp at 1000 rpm and up to 60 bhp at 1500 rpm. The cylinder dimensions are 4.5/8" diameter x 5.7/8" stroke, and the engines are generally of cast iron construction. Ten main uses were found for the RQ type, under wartime conditions.
These were as follows, land and marine uses being included:-
- Coupled to 30 kW generators for Tribal, 0 & P, A & B Class Destroyers, as well as for Destroyers built in Australia, and in China River Gunboats.
- Coupled to 25 kW generators for minelayers and minesweepers.
- Coupled to 36 kW generators for "Degaussing" sets, the earliest and most potent defence against the original magnetic mine.
- As an Army unit, built into 30 kVA self-contained semi-portable generating sets, complete with switch boards for A.A. guns. Hundreds of these sets had to be running from the time the first flying bomb appeared until the menace ceased and many of them had to run for very long periods on end.
- Coupled to 30 kW generators for major landing craft, L.C.Ts, L.C.G.(M), L.C.T.(8), etc. These all needed dependable auxiliary power. The general familiarity of army and navy with Davey Paxman engines enabled some remarkable damage control to be effected by army personnel when naval personnel had been wounded.
- Coupled to 22 kW generators for A.A. guns and kindred services for the Burma campaign.
- As power units for portable milling plants for Continental rehabilitation purposes.
- Coupled to cargo petroleum pumps for tankers for use as transfer units.
- Coupled to 24 kW Alternators as portable sets for communications.
- Coupled to 25 kW generators for the Ministry of War Transport, for shipboard use.
THE RW TYPE
The RW series was made in sizes with 4, 5, 6 and 8 cylinders, each capable of running from 1000-1500 rpm. and from 80 bhp up to 210 bhp. The cylinder diameter was 5½" x 7" stroke, and the engine like the RQ type was generally of cast iron construction. The use of the 4 cylinder RW type was as varied as that of the smaller type for both land and marine use and may be crystallised as under:-
- Coupled to 50 kW generators it was used in the big J and K Class Destroyers; in Escort Vessels, and Minesweepers.
- With a belt drive to a 50 kW alternator it was fitted to Chemical Warfare Plant.
- It was coupled to pumps for suction dredgers, an important application with a post-war future, not only in rehabilitation schemes but also for new construction.
- A more unusual application was in driving 50 kW generators in semi-portable generating sets for the Army. The generators were driven by Vee Belts, and the set was arranged in two sections, one, the engine half and the other embodying all the electrical equipment. The two halves were bolted together on site and Vee Belts were introduced for the purpose of driving the generators. The whole unit was covered by a canopy with the necessary screens for protection against tropical sun. These were general purpose sets used mainly for radio purposes.
- Coupled to generators for G.P.O. Repeater Stations. This use of diesel engines for communication duties was a new and interesting application.
The 5RW TYPE had main particulars as for the 4 RW. Its uses were mainly marine, for example coupled to 50 kW generators for Destroyers as emergency sets, in Minesweepers and for the pool of Admiralty Land sets, or coupled to 50 kW generators for Floating Docks, again an important application with post-war potentialities.
The 6RW TYPE was a 6 cylinder version of the RW had an even wider range of applications than some of the engines mentioned already. For instance, below are ten uses:-
- Coupled to 60 kW generators for Corvettes, Frigates and Canadian built Tribal Class Destroyers.
- Driving 75 kW generators for the big Tank Gantry Vessels, which were built as large capacity oil tankers and known officially as L.S.(G). They were converted especially to carry L.C.M.s on the top deck and unload them via the gantry.
- Coupled to generators for B4 Impulse Sets for Acoustic Mine Sweeping.
- Coupled to Parsons Reverse gear and installed in 52½ ft. Admiralty Harbour Service Launches.
- Like the 4RQ TYPE, coupled to generators for communications purposes.
- Coupled to 77 kVA alternator for Floating Docks, again a somewhat recent oil engine application.
- Coupled to 70 kW generators for Transport Ferry Landing Ships.
- Coupled to 60 kW generators for Aircraft Carriers.
- Coupled to generators in a Breakwater fort for lighting and power purposes.
- Coupled to generators for G.P.O. Repeater Stations.
The 8RW TYPE with 8 cylinders was used for a variety of purposes.
- Coupled to generators for A1 Impulse Sets for Acoustic Mine Sweepers.
- Coupled to generators for a G.P.O. Cable Ship. The employment of diesel-electricity in this kind of ship is of the utmost importance because hitherto little or no enthusiasm has been shown in spite of the fact that diesel-electric powering seems to be logical for propulsion and for the large auxiliary load which such ships carry. The compactness of even the more powerful Paxman engines suggests a further future outlet. Space is at a premium in a cable ship and the smallest power plant for medium output seems an obvious choice. As cable ship operators the G.P.O. will at least have had experience of Paxman "potted power". The 8RW TYPE like others was used coupled to generators for G.P.O. Repeater stations.
The RX AND RXS TYPES
Further engines in production during the war period were the RX and RXS TYPES. Of these the 6RX TYPE was rated for 400 bhp at 825 rpm, having 6 cylinders 9½" diameter x 12" stroke and being also generally of cast iron construction. A most important war-time use was for it to be coupled to 300 kW generators for auxiliary sets for battleships and cruisers, many of which were almost household names in the history of the war, such as the King George V, Prince of Wales and the cruisers Edinburgh and Belfast. The increasing use of diesel-electric power in the modern fighting ship is to be noted. The engines were supplied for the War Office Pool. An interesting "export" use was the coupling of the units to 300 kW generators for use in submarine depot ships for the Turkish Navy. This is the kind of export business which should have big post-war possibilities. Perhaps the most important of all in this part of the family group of oil engines, from a sheer war winning point of view, was the 6RXS TYPE, similar to the RX but of fabricated steel construction. This engine was specially designed for service in H.M. Submarines, having a fabricated steel frame to resist underwater explosion, as well as to give the maximum reliability. In addition to its use for submarines it has also been employed for generator operation and as under:-
(a) Coupled to propulsion generators for "S" (misprint -should be "U" - see comment lower down about engines for 'S' Class boats) Class Submarines for the Royal Navy as well as some for the Dutch, Greek, Norwegian and Polish navies. This was the first British Diesel electric application to this sort of craft, and as such marked an important step forward in marine engineering. Two engines were installed in each vessel. The total of engines supplied has been commented on elsewhere. These engines proved themselves to be extremely reliable under most severe conditions and contributed to the success of the submarines in the carrying out of some very daring exploits, many of which have made naval history.
(b) Coupled to 270 kW generators as auxiliary units for the Admiralty Marine Pool. In the later stages of the war generators, it will be recalled, were like the proverbial 'fine gold'.
(c) Coupled to 250 kW generators for similar service.
It is necessary to reiterate the important part played by Davey Paxman in the supply of submarine engines. Here is a diesel which proved itself so good under wartime conditions that literally the success of our submarine effort may be said to have been bound up with Colchester production. Nor was the RXS TYPE the only contribution, for a large group of special engines was supplied for "S" Class Submarines. These were of 8 cylinders design 14½" diameter x 15½" stroke rated for 960 bhp at 460 rpm and of fabricated steel construction. A number of these Admiralty design engines was made at Colchester as well as elsewhere. Two such engines were fitted to each vessel. The main frames were fabricated generally along the lines of the RXS engines and like the RXS design have given good service.
VEE TYPE ENGINES, VRB & TP
The important VRB group's position in the manufacturing scheme - War and Post-War - is shown in Table II, which, by the way, shows how pre-war multiplication of types was fined down during the war to improve output, and how further improvements will be made after the war, mainly in respect of reducing the number of cylinders per engine for equivalent output due to the use of blower supercharge. Like the TP engine, of which more later, the VRB had a distinguished war record. The cylinders were arranged in two banks to form a Vee, having two connecting rods attached to one crankpin using a fork and a centre connecting rod. This arrangement permitted 8 cylinders to be arranged on a 4-crank engine, 12 cylinders on a 6 crank or 16 cylinders on an 8 crank engine. The VRB engine had an underslung crankshaft. The sump was of thin plate construction, whereas the crankcase which carried the crankshaft was in cast iron. The cylinder block was integral with the crankcase, and the whole was therefore a fairly complicated casting. However, many engines were made to this design. In the war period the 8 cylinder 7" x 7¾" VRB ENGINE, giving 265 bhp at 1000 rpm or 400 bhp at 1500 rpm was coupled to generators for use as portable power units for A.R.P. purposes, or similarly employed for emergency services at Ordnance Factories and Oil Refining Plants.
The 16-cylinder VRB ENGINE rated for 800 bhp at 1500 rpm with a maximum of 1000 bhp at 1650 rpm achieved distinction mainly in being supplied for installation in M.G.B.s originally intended for the Turkish Navy and later taken over by the British Admiralty. They were used successfully moreover, at a time when most British M.G.B.s were fitted with petrol engines. A subsequent modification of the application of these ships was the use of five of them to form the Gay Viking class fast Merchant Ships, for running the blockade to Northern Europe. Driving through self-changing gear reverse boxes, three propulsion units were installed in each ship, the port and centre engines rotating in one direction and the starboard in the opposite direction.
When the ships were merchantmen the speed of their engines was limited by the loading of the ship, to approximately 1400 to 1500 rpm but when used as fighting vessels, full speed of 1650 rpm could be used for emergency conditions. Various auxiliary services were engine driven including the hydraulic gearbox operating equipment, hydraulic gun turret operating system, steering equipment, also hydraulic, the water circulation; the starter generator; all these together with those of the hydraulic system, were driven on an independent auxiliary box, from the forward end of the engine through flexible coupling.
The engines were electrically started by a starter motor, engaging a starter rim, mounted at the driving end of the engine, supplementary starting apparatus being included for cold weather operation.
The 12 TP TYPE ENGINE also had cylinders 7" diameter x 7¾" stroke, but as indicated by name, unlike the VRB it was of 3-piece construction; hence the term TP (Three Piece). The crankcase, instead of having the cylinder blocks integral, was one of three separate pieces, the two lines of cylinder blocks being independent of the body of the crankcase. This vastly simplified method of construction enabled engine parts to be made by numbers of manufacturers who would not have been capable of casting or machining the larger and more complicated crankcases if the engine as a whole had been built to the original design of the VRB engine. The 12 TP engine was considered for use in a large sized tank needing 600 to 650 hp. where an absolute minimum of space was available and robust construction was a design requirement. Some of these super tanks were diesel electrically driven. Others had hydraulic drive. The engines were capable of being operated at extreme angles of tilt - rather like a lifeboat engine.
The engine was also intended for some offensive equipment entitled N.L.E. (Naval Land Equipment) … a diesel hydraulic drive with two engines per unit, one supercharged with Buchi exhaust supercharge developing between 800 and 900 hp. and the second unsupercharged 600 to 650 hp. The engines were used as the driving unit for these very high powered and "compressed" machines which were in two parts, the whole being built to operate like a mechanical mole.
After France fell large scale production was abandoned and the engine capacity was subsequently turned over to the Admiralty. So the former N.L.E. engine suddenly sprang into life as a Landing Craft engine. Design ingenuity was shown in the fact that what had been a dry sump engine intended for use in tanks, had to be adapted as a wet sump marine engine with salt water cooling. Another interesting point is worth mentioning - the T.P. engines used for N.L.E. and for tanks, had high temperature cooling systems under pressure, the water temperature being 230° F. - very different from the cold sea water in L.C.T.s. Adjusted in design to marine requirements it was then known as the TPM engine, rated under these conditions to give 550 bhp at 1375 rpm or 600 bhp at 1500 rpm. It had a bore and stroke of 7" x 7¾" respectively, could carry 10 per cent overload for considerable periods. It weighed approximately 3 tons. There were four blocks of three cylinders arranged in two banks, the angle of "Vee" being 60 deg. As for further details, there were dry liners, hydraulically pressed into the cylinders, the joints between cylinder blocks and liners being metal to metal. The camshaft was arranged between the cylinder blocks in a self-contained cam box which carried all the valve gear, fuel pumps and generator. Thousands of these engines in the marine interpretation were constructed for use in all theatres of war. Not only were they simply constructed and capable of easy production, but in service were very simple to use and reliable. These facts account for their large scale employment and their successful operation. Easy reconditioning, the result of simple construction, was another benefit. TPM engines were used in landing operations from Dieppe via North Africa, Sicily, Italy to the Continent and it is expected that they will continue to be used to a very large degree in the Pacific War. In addition to these uses, considerable numbers were also used for high power compact generating sets for Aircraft Carriers while the engine room head room was under 8 ft. from deck to deck, and in sound hoods as a supercharged single bank engine, for large generating sets in the latest destroyers.
BRITANNIA WORKS
There is a special aspect in the construction of these engines which must now be mentioned. It is the full story and description of the Britannia Works, where new TPM engines were built and existing engines ex-craft were reconditioned and put into "as new" order. When installed, the engines drove through Modern Wheel Drive (S.L.M.) reverse gear, the craft in which they were fitted originally being triple, and later twin screw units. L.C.T.(S)s as mentioned, are arranged with twin screws, each shaft having two engines attached to it through a special M.W.D. gearbox.
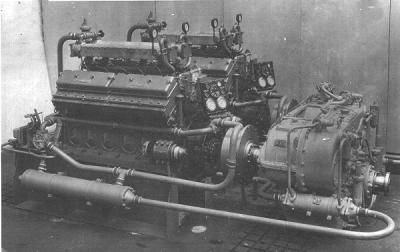 |
| This photograph shows two 12TP engines driving an MWD (Modern Wheel Drive) Mk 8 marine gearbox as used in the twin screw, four engine, Tank Landing Craft. The photo was supplied by Tony Marvin who says that during the early part of World War II the Mk 4 MWD marine gearbox was being made by Ruston & Hornsby at Lincoln, where he worked, for use in Tank Landing Craft with the Paxman 12TP engine. The Lincoln factory could not produce enough so MWD established a factory at Slough, with offices at Chesham. Tony was transferred to Slough in 1941 and became gearbox assembly foreman. By 1945 production was twenty Mk 4 and six Mk 8 (twin) gearboxes a week, in preparation for the long planned invasion of Europe. |
The Britannia Works symbolises the success of improvisation coupled with imagination. It is something which was quietly developed as a war measure contributing largely to the success of the Normandy landings and the subsequent conquest of Hitler's Europe. Engineering history may also well record that here was the birth of Potted Power - the fitting of high speed power units into small cab like structures eventually to be used in small flats above the main propelling motor or motors, if electric drive is employed. As a forerunner of this they were so tested before delivery from Colchester. It should again be emphasised that the Davey Paxman war effort included the first successful attempt on the part of British oil engine manufacturers to mass produce engines of this power on a scale commensurate with U.S. practice. Naturally full assembly line production was not possible but the figures already quoted give an idea of what was achieved. This then is the story :-
Shortly after the outbreak of war the British Government found an urgent need for a high power compact prime mover. Whilst a number of different types of petrol engines of the capacity required were available, there was little choice in engines of the compression ignition type, one of whose vital characteristics is minimisation of fire risk. There was one engine which would, however, meet the existing requirements called for. This was the Paxman l2-cylinder 4-cycle Vee type engine, fortunately already well developed and of proven performance. Paxman foresight was again evident, as it was then found that the manufacturers had had such faith in the possibilities of large scale application of their already well established Vee high speed engine, that they had carefully analysed the structure from a production point of view, and had developed a modified type specially planned for bulk production. This was the Paxman TP 12 cyl. which otherwise followed closely the line of earlier types. Paxman experience gained over a period of years made it possible at once to embark, with certainty, on the manufacture of this engine on a vastly expanded scale. The first bulk requirement was for 550 of the engines for the Naval Land Equipment, as well as small numbers for tanks, but ultimate orders for the engine suitably modified for marine propelling duties ran into thousands, totalling well over two million bhp.
In order to arrange for the assembly and production of such a large number of engines in a comparatively short space of time, it was necessary to establish a complete organisation for this purpose alone, the control of which was divided into two main sections - a special Production Section of the Department of R.E.E. of the Ministry of Supply, London, responsible for the supply of fully machined components and materials for the engines, and a Works Department centred at Colchester, responsible for the fitting, assembling, testing and dispatching of engines and spares and overhauls. An arrangement was arrived at whereby Lloyd's Register Survey was accepted by the Admiralty both at the Britannia Works and elsewhere at the works of all the contractors making components.
It was arranged that the Ministry of Supply be supplied with all certified drawings and technical data from Davey Paxman, and that the Ministry would then be responsible for obtaining the necessary components for the building of the engines from suitable sub-contractors. Actually in addition to Davey Paxman themselves and Ruston & Hornsby their associates who also made components, approximately 400 sub-contractors and over 16,000 people were engaged in making the rest of the necessary parts. As a result of this organisation cylinder blocks, liners, pistons, fuel pumps, valves, gears, and all other "details" arrived as complete units and in large numbers and could be drawn from stores. Although all the majority of these "imported" parts were made by outside firms fitting, erection, testing, and dispatch could be carried out by unskilled labour. A large percentage of women was employed and less than 2 per cent of the whole were skilled engineers. Where suitable work could be found, blind labour was employed. All this is not necessarily an earnest of peace-time intentions but it does give an idea of what live organisations in Great Britain can do in the production of oil engines under abnormal conditions.
The responsibility for the works section of the organisation was placed in the hands of Messrs Davey, Paxman & Co, who put forward a scheme of acquiring the derelict engineering works in Colchester mentioned already and laying it out in such a manner as to be able to produce economically this high class product.
The plant finally selected from among a limited choice was that of the defunct Britannia Lathe and Oil Engine Co. They were in a very bad state of preservation, having been out of use for a number of years, but were quickly reconditioned and suitably equipped for the project in hand, i.e. assembly, testing, inspection and dispatch.
An additional feature provided later on a very big scale was, what may be called, the "laundering" service for the purpose of reconditioning engines returned from use. The engines on return were stripped down to components, degreased and thoroughly cleaned. The parts were then inspected and passed through for reassembly. The inspection was so rigid that, when reassembled engines were passed, they were considered to be equal to new, even though the planned period of running hours before overhaul had, in nearly every case, been considerably exceeded.
In addition to the Britannia Works, Colchester, the London Factory of the Renault Company was also later pressed into service - firstly for security reasons and secondly to assist in meeting the expanding demand.
It was really a most impressive sight to walk through the Britannia or the Renault Works and to see the way they had been adapted from their very different former uses to the manufacture of these high power engines; and how easy seemed the production of hundreds of engines a month; how simple and uneventful the process of testing by girls of thousands of horsepower a week!
The whole plan was a bold and imaginative one from its inception - in the design, the planning and the execution - it was carried out at top speed under the most difficult circumstances - and it achieved the highest degree of success, both in the speed and volume of production and in the excellent service of the engines.
SECTION B - STEAM ENGINEERING.
It might appear, from what has been written so far, that the majority of Davey Paxman activities were concerned with oil engine manufacture … probably it is true to say that their oil engines will carry their name down to posterity as war-time mass production specialists of oil engine prime movers. At the same time it must not be forgotten that steam boiler building occupied an important part of their scheme of wartime activity. The association of the Colchester firm with steam engineering goes back, as we have seen already, to 1867 and a continuous connection has been maintained in the intervening years, mainly with boilers. The calls of the country on the firm's productive capacity in this respect were important, but before detailing them it is interesting to list the range of types and sizes made in the shops of the Standard Ironworks in peace as in war. During the war the boiler works were considerably expanded to deal with big commitments for submarines as well as for boilers, mines (contact, magnetic and aerial), paravanes, etc.
The seven types may be segregated as under:-
- Brickset and Semi-Self-Contained Type Economic Boilers - a range of 21 sizes from 5' 0" diameter by 8' 0" long to 12' 6" diameter by 16' 0" long, built for 7 working pressures between 100 and 220 lbs. per sq. in.
- Self-Contained (Two Pass Type) Economic Boilers - a range of 21 sizes from 5' 3" diameter by 8' 0" O.T.P. 10' 3" overall to 12' 6" diameter by 16' 0" T.P. 19' 9" overall. They are built for 7 working pressures between 100 and 220 lbs. per sq. in.
- Self-Contained (Treble Pass Type) Economic Boilers - a range of 18 sizes from 5' 3" diameter by 7' 3" overall length to 12' 0" diameter by 14' 3" overall. They are built for 7 working pressures between 100 and 220 lbs. per sq. in.
- Self-Contained (Treble Pass Type) Economic Boilers for Hot Water - a range of 16 sizes from 4' 9" diameter by 7' 3" overall length to 9' 9" by 13' 0" overall. They are built for two pressures, 50 to 80 lbs. per sq. in.
- Double Pass "Ultranomic" Type Steam Boilers - a range of 14 sizes from 5' 9" diameter by 11' 9" overall length to 10' 0" diameter by 19' 3" overall. They are built for 7 working pressures between 100 and 220 lbs. per sq. in.
- Treble Pass "Ultranomic" Type Steam Boilers - a range of 15 sizes from 5' 9" diameter by 8' 3" overall length to 11' 0" diameter by 13' 9" overall. They are built for 7 working pressures between 100 and 220 lbs. per sq. in.
- Treble Pass "Ultranomic" Hot Water Boilers - a range of 16 sizes from 4' 9" diameter by 7' 3" overall to 9' 9" diameter by 13' 0" overall. They are built for two standard pressures, 50 and 80 lbs. per sq. in.
During the war years work in the boiler shop went on much as in peace; with, of course, greatly increased tempo; notwithstanding which additional capacity was found to produce a number of 9' 0" diameter by 9' 6" long Marine Type Wet Back Boilers (suitable for a working pressure of 140 lbs.) for the Director of Merchantship Building Admiralty for installation in Steam Tugs. Paxman "Patent Vertical Multitubular Boilers 6' 6" diameter x 14' 3" high suitable for a working pressure of 120 lbs. per sq. in. were also produced for installations in steam engine driven Coastal Lighters. This side of the Davey Paxman activities will continue with as much vigour in post-war years. As regards the war period itself, immediately after its outbreak, all over this country new factories were erected and existing factories were turned over to war production, most of which needed more steam or high pressure hot water supplies. Colchester was given very large orders which might be termed Indirect Government Orders - totalling some hundreds of boilers to be installed at aircraft factories, hospitals, R.O.F. factories and hostels, R.A.P. stations, ball bearing factories, locomotive sheds, fire equipment factories, R.A.O.C. stations, gas works, oil refineries, distilleries, R.E. Stores Research laboratories for penicillin, shipyards, etc. A complete list of "customers" would include the Air Ministry, Ministry of Aircraft Production, Ministry of Food, Office of Works, Ministry of Supply, Board of Trade, Ministry of Works & Buildings, Petroleum Board - all of whose orders carried high priority.
An incidental yet important piece of war-time activity lay in the provision of balancing gear for the main steam propelling engines of H.M. Sloops Blyth and Peterhead in which a case of serious vibration occurred early in the war. Lloyd's Register were called in to solve the problem on behalf of the Admiralty. A member of the Admiralty department concerned remembering that somewhat similar trouble had been experienced some years before with the diesel electric packet Lochfyne - a difficulty which Davey Paxman had solved, suggested that the firm be entrusted with the design and manufacture of the special machinery for this. Their work in this connection was again successful.
SECTION C - CHEMICAL ENGINEERING.
Further along the Family Tree are the Davey Paxman activities in the chemical engineering field. Their experience has been well drawn on during the war, their output including some 25 large Filter Plants built for chemical factories, collieries and distilleries. Their main products familiar in war, as in peace, have been as under. They were of help in the wartime operation of the coal industry and production included the following:-
- FLOTATION MACHINES mainly used for recovering fine coal or other minerals from 1/12" downwards. Separation is effected under vacuum from a mixture of the solids suspended in water, usually about 10% solids. The coal or mineral floats to the surface of the liquid in the flotation machine and the dirt sinks; these products flow into separate barometric pipes from which they are discharged. A 5ft. diameter flotation machine will recover about 3 tons (dry weight) of coal per hour. A l2ft. diameter machine will recover about 20 tons (dry weight) of coal per hour. From slurry containing about 25% ash thousands of tons of good coal containing 5 to 10% ash were recovered by this process during the war; at Askern Colliery alone 600/700 tons (dry weight) of clean coal was recovered per week operating 16 hours per day, 6 days per week. All flotation plants included the installation of rotary vacuum filters to dewater the clean coal discharged as a froth from the flotation machines. The coal froth contains about 25% of solids which after filtration is delivered from the filter, as a filter cake, containing about 28% moisture. If the ash in the recovered coal is about 5 to 7% it can be satisfactorily mixed with larger coal for coking purposes; if the ash is between 7, to 10% 1t can be used for boiler fuel or judiciously mixed with larger coal for the market.
- ROTARY VACUUM FILTERS - which were used in conjunction with flotation machines as previously mentioned for dewatering the clean coal. They have been employed in the chemical and allied industries for dewatering solids in suspension from such products as paper mill liquors and effluents, salt recovery from brine liquors and chemical precipitates.
Other uses are in the recovery of gold cyanide liquors from ore treatment plants, caustic soda liquor recovery in paper mills and other industries. They may be employed for dewatering clay, chalk, and spent lime liquors, for by products from the food industry, for the recovery of anthracene from tar oil products, for sewage effluent treatment and for recovering any solids from a liquid suspension that can be satisfactorily filtered.
It is difficult to assess the capacity of a rotary vacuum filter, as it depends upon the nature of the material to be filtered; some materials are rapid filtering, others slow filtering. A fairly accurate estimate, however, can be given for coal filtration, namely the smallest Davey Paxman commercial size filter of 10 sq. ft. The surface area dewaters 0.8 tons per hour of fine coal recovered by our flotation machines and containing approximately 20% to 28% moisture; similarly a 100 sq. ft. filter dewaters 8 tons of clean coal per hour and so on. - CAUSTICISING VESSELS. These are 'U' shaped tanks varying in length up to about 22 ft., of steel construction and provided with a horizontal centre shaft on which paddles are fitted. Lime, soda ash and hot water, are fed to the causticisor in which chemical action takes place; after fully charging the causticiser and agitating for about 2 hours reaction is complete; the products formed being caustic soda and spent lime (chalk). The hot caustic liquor is then filtered to remove the spent lime (chalk) and the liquor used in the particular process for which it is required.
- THICKENER TANKS. These were increasingly used in conjunction with Davey Paxman flotation machines for settling the very fine dirt from the process water which is required for re-circulation to the coal washery. Steel tanks are not in general demand as the collieries prefer concrete tanks; the usual size range is from 18ft. diameter by l0ft. deep, up to 45ft diameter x l0ft. deep.
- THICKENER MECHANISM. This consists of a centre shaft about 15ft long to which rakes are attached near the bottom end and radiating out from the centre of the thickener base to the periphery; they rotate very slowly (about 1 rev. in 15 minutes) and scrape the settled solids towards the centre discharge outlet of the thickener. The rakes are rotated by a large worm wheel and worm and driven through a reduction gear; provision is made for hydraulic raising and lowering of the rakes.
- CLARIFICATION TANKS - are used for settling relatively light solids from liquids associated with industrial effluents; such as fibre from asbestos board manufacture and other similar materials. The tanks are conical in shape, and constructed of M.S. plate, a 33ft diameter tank being made from 5/16" plate.
SECTION D - MISCELLANEOUS.
Any engineering concern in war-time, however specialised, is bound to collect "oddments" of work dependent upon its ingenuity no less than on the urgency of the moment. Davey Paxman were no exception to this rule as the following will show. The items lumped together under the term "Miscellaneous" are no odd unimportant products, though their very diversity may make them appear so.
REFRIGERATING MACHINERY AND PULVERISERS, ETC.
For instance, refrigerating machinery was ordered through the Ministry of Food for Emergency Stores, and for War Office barges. Instructions were received to supply numbers of large ammonia compressors for the Lightfoot Refrigeration Company with whom Davey Paxman hold a manufacturing agreement. For some years prior to outbreak of war Davey Paxman & Co had been producing in goodly numbers a Micro Pulverising machine used very extensively in the Confectionary Trade for such purposes as the producing of icing from the granulated form of sugar; also for similarly treating the powder base of Cosmetics, Dyestuffs, etc. Under war conditions these machines were found to be equally suitable and effective for the production of the necessary explosive powders as used in the filling of modern incendiary and high explosive aerial bombs and a considerable number of these machines have accordingly also been produced since September 1939 at Colchester.
MODIFICATION TO A.A. MOUNTINGS
Repairs or replacements were constantly undertaken for the Military authorities in the Colchester area to keep equipment in readiness for service, notably vitally urgent alterations to A.A. guns for their modified mountings called for by their movement in defence against the Flying bomb, necessitating machining day and night many thousands of components.
ODD PARTS
Orders were also received for machining many vital "odd" parts including fifteen thousand odd nose plugs for Ransomes, Sims & Jefferies for guns and bombs; over 600 depression cam rings for the same firm; a total of nearly 27,000 manganese bronze rings were cut from clients own material for J. Stone & Company, for aircraft. Another important item was over 500 lifting screws for Laurence Scott for use with submarines - yet another service to the submarine fleet. In listing these varied items, one is conscious of their complexity. Yet it speaks well for the ingenuity of organisation which can handle quantity production of oil engines and at the same time deal in such matters as hundreds of castings for cooler bodies, covers, flywheels, air cylinders, crankcases, liners, pistons, etc., for such firms as the U.D. Engineering Company, Windley Bros., Automatic Engineering Company, Laurence Scott, Ruston Bucyrus, Allen & Sons of Bedford and Lake & Elliot. Also hundreds of "Candle Forgings" were made for Dewrance, the well-known valve makers. Another "odd", yet quite important item, was the construction of half a dozen sets of clutch components for G.W.R. and L.M.S.
TANK SPROCKETS
The story of Davey Paxman's participation in tank sprocket construction is a triumph in itself. Thanks to the evolution of a novel method of gas cutting, they turned out so many so quickly that what was only intended to be part of an urgent "helping out" contract after El Alamein, became a master activity, continuing almost to the end of the German war. With their specially devised cutter Davey Paxman made many thousands of sprockets for "Valentine", "Matilda", "Crusader", and "Cruiser" tanks. In addition to the above, indirect orders for sprockets included large quantities for Mechanisation & Aero Ltd., for English Electric Co., and for Ford Motor Co. Ltd. … the whole a victory of imaginative engineering. The process was quite unique … flame cutters were used like a tool and lathe … special apparatus was devised, bringing about a tremendous saving of time as well as over 40% saving of the forging weight. A capacity of over a thousand finished sprockets per week and up to 1500 bren gun carrier sprockets was reached and Davey Paxman were easily the biggest sprocket makers … Master Sprocket Makers in fact!
MINES, PARAVANES & SMOKE PRODUCING APPARATUS
Nearly all branches of the Naval war were carried on with one or another kind of Davey Paxman product - the mine and anti-U-Boat warfare was conspicuous in this respect. Prior to the declaration of war in September 1939, the firm had already booked orders from the Admiralty in this respect; in fact they received instructions as far back as August 1933, and up to September 1939 had orders on their books for an imposing list of mines and fittings, 25 H Type paravanes and paravane bodies, 18 knot plant units, 22 knot plane units, depth charges.
Following the declaration of war greatly increased orders were immediately received as well as for new types like aerial parachute mines and up to the end of the German war manufacture had been undertaken of thousands of all the above items. In addition, nearly 2,000 smoke making apparatus was built for use in H.M. ships of many kinds and sizes.
Naturally orders of this kind began to fall off as the defeat of Germany could be foreseen, which enabled the company to concentrate on its real activities - diesel engines, land and marine, boilers and chemical engineering. It cannot be too strongly emphasised, however, how efficient and imaginative the whole organisation has been to handle such a vast programme without any overcrowding.
… … AND FINALLY, Davey Paxman now goes forward with confidence to the work of servicing the Navy for the defeat of Japan and then to the perhaps equally complicated business of peace. It is felt that, on the marine propulsion side, vast changes will take place. Many of them are already long overdue and the war, that great slayer of prejudice, has advanced them enormously. The day of the high speed lightweight engine has dawned. Davey Paxman's work in connection with the use of alloy materials, obviously retarded by the war, is already in train again. This will bring the weight of the oil engine very nearly down to that of the petrol engine. New methods of drive are envisaged … have been tried out under the stress of war conditions. It seems only fitting that a firm with a war history like Davey Paxman should play a prominent part therein. The same remarks are true also of traction and all forms of motive power. What has been written above tells not only of Achievement, but of Potential, and Potential forms the subject of a further article.
TABLE I
DAVEY PAXMAN WAR PRODUCTION DETAILS
| A - OIL ENGINES | ||||||
|---|---|---|---|---|---|---|
| MARINE | TRACTION | LAND | ||||
| Propulsion | Sea Forts Floating Docks Etc. | Auxiliary | A.F.V.s Tanks, Etc. | Locomotives | Misc. incl. Flour Mill Engines | Generators |
| B - STEAM ENGINEERING | ||
|---|---|---|
| BOILERS | RECIPROCATING ENGINE BALANCING GEAR | |
| Land | Marine | |
| C - CHEMICAL ENGINEERING | ||
|---|---|---|
| VACUUM MACHINES | FILTERS | MIXERS |
| D - MISCELLANEOUS | |||||
|---|---|---|---|---|---|
| MINES | CSA GEAR | REFRIG COMPRESSORS | TANK DRIVE SPROCKETS | ANTI-U BOAT WARFARE | |
| Paravanes | Depth Charges | ||||
(The 'CSA Gear' referred to above was 'Commando Smoke Apparatus'. Surviving records show that at least 1,411 of these apparatuses were produced Paxman.)
TABLE II
PAXMAN ENGINE TYPES CRYSTALLISED
| Engine Type | Maximum BHP / Cyl. | RPM | No. of Cylinders per Engine | ||
|---|---|---|---|---|---|
| Pre-War | War | Proposed Post-War | |||
| RQ | 15 | 1500 | 4, 5, 6 | 4 | 4 |
| RW* | 28 | 1500 | 4, 5, 6, 8 | 4, 5, 6, 8 | 4, 6 |
| RX* | 70 / 100 | 750 | 4, 5, 6, 7, 8 | 4*, 6*, 12# | 4, 6, 8, 12, 16 |
| RXS* | - - - As for RX but fabricated steel construction - - - | ||||
| V.R.B. | 50 | 1500 | 8, 12, 16 | 8, 16 | |
| TP | - - - As for VRB but Three Piece construction - - - | ||||
| 12 | 6, 12 | ||||
| Notes:- * Blower supercharged # Vee 12: 2 blocks of 6 cyls. | |||||
Page updated: 14 JUL 2016